
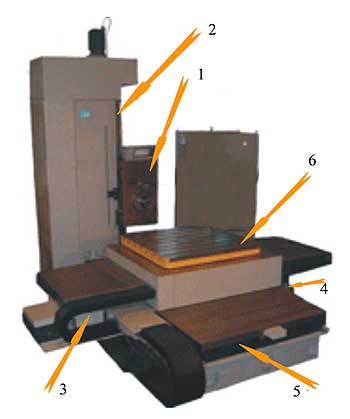
Диагностика горизонтально-расточного станка модели 2В622Ф4
В последнее время нередки случаи, когда после выполнения капитального ремонта или модернизации станка ряду компаний, выполняющих работу, не удается выполнить поставленных задач не только по повышению его точности, но даже по восстановлению точности согласно паспортным данным. Связано это вероятно с тем, что наблюдается недостаток квалифицированного персонала, отсутствует полноценная система обучения новых специалистов, используются устаревшие приемы работ. Да и приемка оборудования после ремонта и модернизации выполняется по не совсем объективным методикам [1], не позволяет достоверно подтвердить важнейшие показатели. В качестве яркого примера, служит состояние горизонтально-расточного станка модели 2В622Ф4, модернизация которого выполнена одной крупной станкоремонтной организацией. В связи с тем, что станок модели 2В622Ф4, после модернизации не обеспечивал обработку с требуемой точностью, эксплуатирующая организация обратилась с задачей выявления причин некачественной работы вышеприведенного станка. Комплексная проверка станка, с использованием современных методов диагностики [2], была выполнена в цеху в течении 15 рабочих часов, результаты которой приведены ниже.
В процессе диагностики станка, без его разборки, определены:
1. Люфты станка, как в направлении перемещения приводов, так и перпендикулярном направлении;
2. Неперпендикулярность осей и непаралельность по каждой оси станка;
3. Выбросы обратного хода приводов, или перегулировка приводов;
4. Рассогласование скорости приводов и рассогласование шкал по разным осям;
5. Циклические ошибки по осям;
6. Состояние и износ гаек, винтов, шариков шариково-винтовых пар;
7. Состояние и износ элементов каждого подшипника;
8. Состояние и износ каждой шестерни и вала станка.
Полная диагностика, в сумме определяющих износ и состояние деталей и комплектующих шпиндельного узла, приводов по четырем осям, поворотного стола, выполнена по двум комплексным проверкам: оценкой точности и постоянства отработки круговой траектории станков с ЧПУ и вибродиагностическим методом.
Оценка точности и постоянства отработки круговой траектории станка.
Оценка точности и постоянства отработки круговой траектории станков с ЧПУ проводится при наиболее сложном кинематическом режиме работы станка, при его интерполяции по окружности, причем выполняются сначала два прохода против часовой стрелке, а затем по часовой стрелке, в соответствии с методикой, приведенной в ISO 230-4 и ГОСТ 30544-97 [3], при использовании высокоточных измерительных средств. Позволяет определить 17 важнейших параметров станка [4].
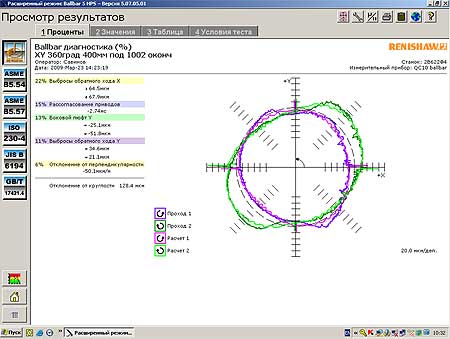
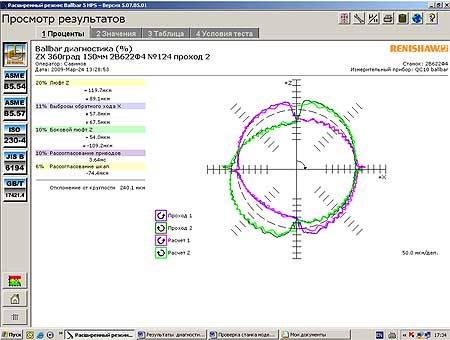
На рис.1 приведены результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 по методике Renishaw в плоскости Х и У.
Рис.1 Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и У по методике Renishaw.
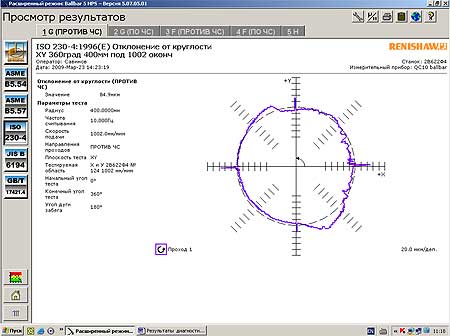
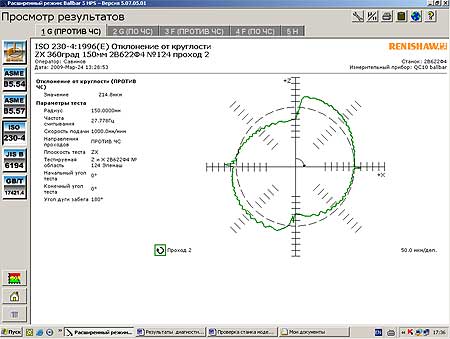
На рис.2 приведены результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 по методике ISO 230-4 в плоскости Х и У. Отличие от методики Renishaw состоит в том, что проверка выполняется при отработке круговой интерполяции только в одном направлении.
Рис.2 Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и У по методике ISO 230-4.
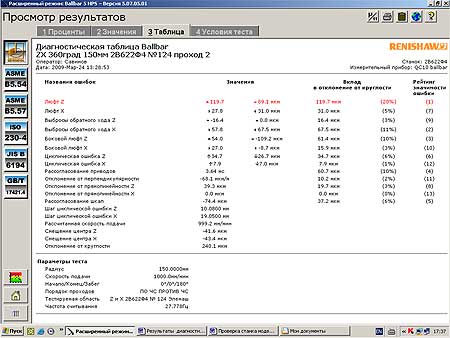
В табл.1 приведены результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 № 124 по методике Renishaw в плоскости Х и У.
Табл.1 Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и У по методике Renishaw.
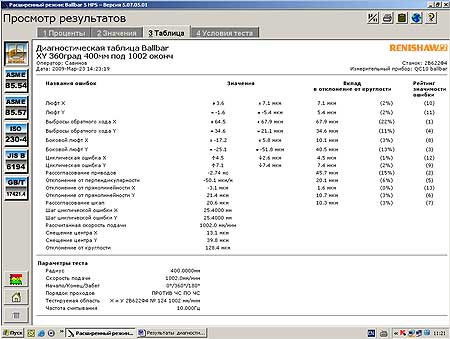
Как следует из приведенных данных, отклонение от точности отработки круговой траектории станка 2В622Ф4 в плоскости Х и У составляет 128,4 мкм. Наибольшую погрешность в отклонении от круглости в плоскости Х и У вносят следующие составляющие:
Выбросы обратного хода по оси Х – 67,9 мкм, что составляет 22% от суммарного отклонения от круглости;
Рассогласование приводов по осям Х и У – 45,7 мкм, что составляет 15% от суммарного отклонения от круглости;
Боковой люфт по оси У – 40,5 мкм, что составляет 13% от суммарной ошибки;
Выбросы обратного хода по оси У – 34,6 мкм, что составляет 11% от суммарной ошибки;
Отклонение от перпендикулярности 20,1 мкм, что составляет 6% от суммарной ошибки.
Остальные составляющие вносят в суммарную ошибку не более 5%, вследствие этого не требуют регулировки.
Рассмотрим влияние ошибок:
1. Выбросы обратного хода по оси Х = 67,9 мкм.
На графике имеется резкий выброс, который находится на одной из осей. Величина выброса часто зависит от скорости подачи станка.
Выбросы обратного хода по осям X и Y определяются следующим образом:
Выбросы обратного хода (мкм)
|
X |
64,5 |
67,9 |
|
Y |
34.6 |
21.1 |
На графике видно, что на оси Х имеются выбросы обратного хода, равные 64,5 мкм и 67,9 мкм, как в положительном направлении, так и отрицательном направлении, а на оси У расположены пиковые отклонения, равные 34,6 мкм и 21,1 мкм также в разных направлениях.
Когда привод перемещается в одном направлении, а затем должен изменить направление движения на противоположное, вместо плавного реверсирования может произойти мгновенная остановка в точке поворота. Приведенный график соответствует кратковременной остановке по оси Х. Это может быть вызвано следующими причинами:
В точке изменения направления движения привода на противоположное, двигатель привода подачи развил неадекватный момент, что привело к краткой остановке в вышеприведенной точке , поскольку происходит изменение направления действия силы трения.
Время срабатывания привода станка не соответствует величине компенсации люфта. Это значит, что станок не может обеспечить своевременную компенсацию люфта, что приводит к остановке привода в то время, когда слабина, вызванная люфтом, еще полностью не выбрана.
Время срабатывания привода в переходной точке является неудовлетворительным, что приводит к краткой задержке при смене направления движения по оси.
Выбросы обратного хода приводят к тому, что при фрезеровании по окружности будет небольшой плоский участок с последующим внутренним шагом восстановления траектории.
На диагностическом графике плоский участок, имеющий место в действительности, отображается в виде выброса, поскольку движение станка отклоняется от правильной окружности.
Если е - высота выброса люфта на графике, то длина плоского участка на обработанной детали рассчитывается как корень квадратный из величины е, умноженной на диаметр выполняемого прохода.
Например, наличие выброса высотой 67,9 мкм приводит к возникновению плоского участка длиной 5,79 мм при проходе диаметром 500 мм.
Если система ЧПУ тестируемого станка предусматривает возможность устранения пиковых отклонений, используйте ее для уменьшения выбросов обратного хода при работе на станке.
Возможно, также использовать оптимальную скорость подачи, при которой погрешности минимальные, для окончательного фрезерования при круговой интерполяции.
2. Рассогласование приводов = - 2,74 мс
Рассогласование приводов имеет место, если не согласованы коэффициенты усиления приводов. Вследствие этого, при совместной работе двух приводов, скорость по одной оси опережает другую, и диаграмма принимает овальную форму. Опережающая ось - это ось, у которой коэффициент усиления больше. Рассогласование приводов приводит к тому, что интерполированные окружности отклоняются от идеальных окружностей. В общем случае, чем выше скорость подачи, тем более овальной становится интерполированная окружность. В этом случае требуется сбалансировать коэффициенты усиления приводов осей путем введения соответствующих настроек в систему ЧПУ станка. Результат достигается увеличением коэффициента усиления запаздывающей оси, или уменьшения коэффициент усиления по опережающей оси.
Для интерполяции точных дуг и окружностей можно использовать низкие скорости подачи, поскольку при низких скоростях подачи влияние динамических ошибок, в то числе рассогласования приводов минимально.
3. Боковой люфт по оси У – 40,5 мкм.
Основной причиной бокового люфта является люфт в направляющих станка. Это приводит к тому, что приводы станка имеют возможность перемещаться под прямым углом к своим направляющим при изменении направления по оси на противоположное. Этот случай следует отличать от продольного люфта, который вызывается люфтом вдоль оси направляющих станка. Вследствие этого при обработке на станке будут получаться некруглые отверстия.
4. Отклонение от перпендикулярности = - 50,1 мкм/м.
График имеет форму овала, вытянутого вдоль диагонали 45° или 135°. Ось деформации одинакова для движения по и против часовой стрелки; величина искажения не зависит от скорости подачи станка.
Отклонение от перпендикулярности -50,1 мкм/м, показывает насколько угол между осями в плоскости теста меньше 90°. В идеальном случае оси должны быть точно перпендикулярны друг другу, то есть отклонение от перпендикулярности должно равняться нулю.
Отклонение от перпендикулярности измеряется в мкм/м. Если отклонение от перпендикулярности больше нуля, это значит, что угол между положительными направлениями осей больше 90°. Отрицательное значение отклонения от перпендикулярности указывает на то, что угол между положительными направлениями осей меньше 90°.
Причиной отклонения от перпендикулярности связано с тем, что угол между осями тестируемого станка отличен от 90°. Возможен как локальный изгиб осей, так и смещение осей по всей длине станка.
Возможен завал осей станка, вследствие чего происходит их смещение в некоторых точках. Направляющие станка могут иметь большой износ, что приводит к возникновению некоторого люфта при движении осей. Отклонение от перпендикулярности приводит к тому, что торцевые поверхности, обработанные на станке, будут иметь отклонения от прямоугольной формы. В случае если ошибка является локальной, можно найти область на станке, где отклонение от перпендикулярности отсутствует, и проводить обработку торцевых поверхностей в этой области. Если отклонение от перпендикулярности проявляется по всему станку, то, по возможности, нужно произвести регулировку или рихтовку осей станка. Если направляющие сильно изношены, их следует заменить. В любом случае требуется проверить выставку станка по уровню и при необходимости выполнить повторную регулировку.
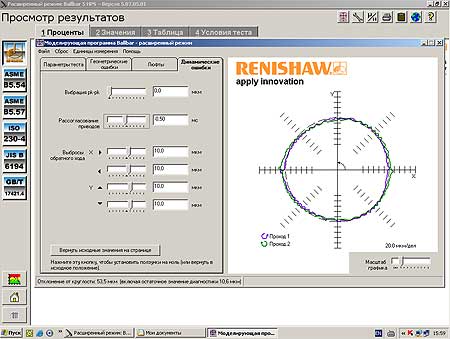
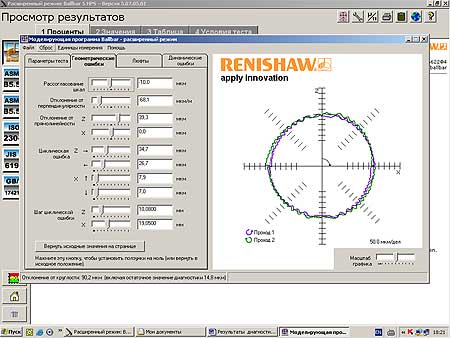
Использование комплекса QC-10 по методике Renishaw [4], позволяет также программным путем оценить влияние каждой регулировки на суммарную точность. При устранении пяти вышеприведенных недостатков, приведя регулировку каждой из составляющих до величины не более 10 мкм, возможно повышение точности станка в плоскости Х и У до 53,5 мкм, то есть в 2,4 раза, что показано на рис. 3.
Рис.3 Результаты модуляции проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и У по методике Renishaw, при устранении пяти вышеприведенных недостатков.
Аналогичная работа выполнена для станка и в плоскости Х и Z.
На Рис. 4 приведены результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и Z по методике Renishaw.
Рис.4 Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и Z по методике Renishaw.
На Рис. 5 приведены результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и Z по методике ISO 230-4.
Рис.5 Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и Z по методике ISO 230-4.
В Табл. 2 приведены результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и Z по методике Renishaw.
Табл. 2 Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и Z по методике Renishaw.
Как следует из приведенных данных, отклонение от точности отработки круговой траектории станка 2В622Ф4 в плоскости Х и Z составляет 240,1 мкм. Наибольшую погрешность в отклонении от круглости в плоскости Х и Z вносят следующие составляющие:
1. Люфт по оси Z – 119,7 мкм, что составляет 20% от суммарного отклонения от круглости;
Выбросы обратного хода по оси Х – 67,5 мкм, что составляет 11% от суммарного отклонения от круглости;
Боковой люфт по оси Z – 61,4 мкм, что составляет 10% от суммарной ошибки;
Рассогласование приводов по осям Х и Z – 60,7 мкм, что составляет 10% от суммарного отклонения от круглости;
Рассогласование шкал по осям Х и Z – 37,2 мкм, что составляет 6%
Остальные составляющие вносят в суммарную ошибку не более 6%, вследствие этого не требуют регулировки.
Рассмотрим влияние новых ошибок:
5. Люфт по оси Z – 119,7 мкм.
В приводе станка, возможно, имеется люфт, который, как правило, появляется из-за осевого смещения шарикового винта или изношенной гайки привода.
В направляющих станка, возможно, имеется люфт, который приводит к задержке движения при изменении направления перемещения станка.
Возможно, имеются износ или повреждения в шариковой винтовой паре, вызванные возникновением в ней чрезмерного напряжения.
Наличие на станке положительного люфта приводит к тому, что на интерполяционной траектории резца в форме окружности будет существовать короткий плоский участок.
На диагностическом графике плоский участок, имеющий место в действительности, отображается в виде ступеньки люфта, поскольку движение станка отклоняется от правильной окружности.
Если е - высота ступеньки люфта на графике, то длина плоского участка на обработанной детали рассчитывается как корень квадратный из е, умноженного на диаметр выполняемого прохода.
Например, в нашем случае наличие ступеньки люфта высотой 119,7 мкм приводит к возникновению плоского участка длиной 7,7 мм при проходе диаметром 500 мм.
Для решения вышеприведенной задачи, необходимо устранить все люфты в приводе и направляющих станка. В качестве более простого решения проблемы, вполне возможно введения коррекции люфтов в систему ЧПУ станка.
6. Рассогласование шкал = 37,2 мкм.
Рассогласование шкал представляет собой разность измеренных перемещений по осям во время теста. Например, если станок выполняет движение в плоскости X и Z , то перемещения по осям X и Z должны точно совпадать.
Рассогласование шкал выражается в микронах. Его значение рассчитывается путем вычитания диаметра по оси Х, измеренного непосредственно на графике, из диаметра по оси Z, также измеренного на графике. Если рассогласование шкал больше нуля, то это означает, что по оси Х имеется перебег относительно оси Z. Если это значение меньше нуля, то это означает, что по оси Z имеет перебег относительно оси Х. Это может возникать вследствие ряда причин:
При неверном задании компенсации линейных ошибок.
Масштабная линейка оси может быть натянута слишком сильно или, наоборот, слишком слабо.
Ось шариковой пары может перегреваться или иметь дефект, что приводит к изменению шага его резьбы.
Станок может иметь угловую ошибку, из-за которой ось Х или Z выходит из плоскости теста при движении. Это может быть связано с тем, что направляющие осей не являются прямыми или имеют недостаточную жесткость.
Влияние рассогласование шкал заключается в том, что детали, изготовленные на станке, будут иметь размерные ошибки.
Для устранения ошибки, в первую очередь убедитесь, что используемые значения компенсации линейной ошибки установлены правильно. Далее, следует проверить натяжение масштабных линеек осей или определить в каком состоянии резьбовые поверхности винта и гаек, а также поверхность шариков шариково-виртовой пары. Допольнительно, следует проверить температуру шариково-винтовой пары, что является интегральной характеристикой всего узла. При необходимости, отремонтируете или замените шариковую пару, или проконтролируйте прямолинейность и состояние направляющих станка. При необходимости, выставьте их заново или замените.
При устранении пяти вышеприведенных недостатков, приведя регулировку каждой из составляющих до величины не более 10 мкм, возможно повышение точности станка в плоскости Х и Z до 90,2 мкм, то есть в 2,6 раза, что показано на рис. 6.
Рис.6 Результаты модуляции проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости Х и Z по методике Renishaw, при устранении пяти вышеприведенных недостатков.
Оценка состояния подшипников, шестерен, деталей шариково-винтовых пар.
Следующим применялся вибродиагностический метод [5], который позволяет продиагностировать до 23 параметров станка. Определяются дефекты каждого подшипника, в том числе износ наружного или внутреннего кольца, перекос наружного кольца, износ шариков или роликов, биение или перекос валов и шпинделей, износ каждой шестерни, погрешность зацепления каждой передачи, износ гаек или винта ШВП, износ шариков ШВП, перекос винта ШВП.
Предварительно, перед испытаниями, создается управляющая программа, в которую вводятся параметры подшипников, шестерен, шариково-винтовых пар, устанавливается частотный диапазон для измерения вибрационных характеристик и показатели, характеризующие динамику работы узлов и деталей станка, выбираются опорные точки для установки акселерометра, показанные на рис. 7. При выполнении работы используется всего один акселерометр, поочередно устанавливаемый в выбранные точки. Затем выполняются измерения и расшифровка данных, в течение одного часа. Суммарно, в течение четырех часов выполняются все измерения и вибродиагностика станка, с выдачей экспертного заключения.
Рисунок 7. Схема расположения точек измерения для вибродиагностики горизонтально-расточного станка модели 2В622Ф4.
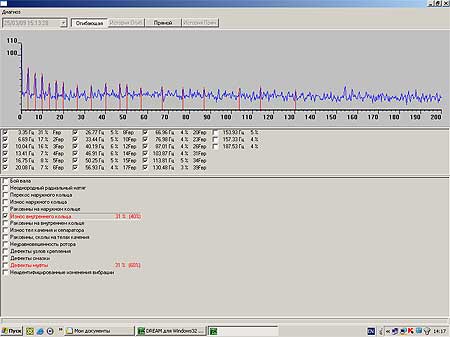
На рис. 8 приведен спектр огибающей горизонтально-расточного станка 2В622Ф4. Как следует из спектра, дефекты проявляются в виде пиков на спектре, причем частота пика определяет вид дефекта, а величина пика по сравнению со среднеквадратичным уровнем сигнала - величину дефекта. При рассмотрении графика, рис.8, видно, что пик-факторы спектра огибающей, снятые экспериментально и рассчитанные для конкретного элемента, совпадают на 18 частотах, что говорит о высокой точности идентификации дефекта. Экспериментальные значения, приведенные на графике, изображены в виде непрерывной синий линии, а расчетные значения, характеризующие износ внутреннего кольца конкретного подшипника, приведены в виде дискретных линий красного цвета. При совместном наложении экспериментальных и расчетных значений на одном графике, видно отличное совпадение на следующих частотах: 3,35 Гц; 6,69 Гц; 10,04 Гц; 13,41 Гц; 16,75 Гц; 20,08 Гц; 26,77 Гц; 33,44 Гц; 40,19 Гц; 46,91 Гц; 50,25 Гц; 56,93 Гц; 66,96 Гц; 76,98 Гц; 87,01 Гц; 103,87 Гц; 113,81 Гц; 130,48 Гц.
Рис. 8 Пример графика спектра огибающей станка модели 2В622Ф4.
В табл. 3 представлены результаты вибродиагностических измерений горизонтально-расточного станка 2В622Ф4.
Таблица 3
Результаты вибродиагностических измерений горизонтально-расточного станка 2В622Ф4 без его разборки.
|
Наименование детали |
Дефект |
Процент износа детали. |
|
|
(До 10% износ допустимый) |
|
|
|
|
|
|
Шпиндельный узел. |
|
|
|
|
|
|
|
Подшипник качения 2007934 |
Раковины на наружном кольце Износ наружного кольца |
9% 7% |
|
Редуктор 33/41 |
|
Без износа |
|
Подшипник качения вала 117732 |
Раковины на внутреннем кольце Износ тел качения и сепаратора Раковины на наружном кольце
|
7% 6% 9% |
|
Подшипник качения вала 178817 |
|
Без износа |
|
Подшипник качения 216 |
Износ наружного кольца |
5% |
|
Редуктор 78/48 |
|
Без износа |
|
Подшипник качения вала 1000818 |
Раковины на внутреннем кольце |
9% |
|
Подшипник качения 1000818 |
Обкатывание наружного кольца Износ тел качения и сепаратора Раковины на наружном кольце |
7% 7% 6% |
|
Подшипник качения вала 2007118 |
|
Без износа |
|
Подшипник качения вала 203 |
Раковины на внутреннем кольце |
5% |
|
Подшипник качения вала 216 |
|
Без износа |
|
Редуктор 20/96 |
|
Без износа |
|
Подшипник качения 8107 |
Неоднородный радиальный натяг Износ наружного кольца |
4% 4% |
|
Привод шпиндельного узла. |
|
Без износа |
|
Подшипник качения вала 210 |
Бой вала Износ внутреннего кольца |
19% 19% |
|
ШВП |
Раковины на резьбовой поверхности гайки Бой вала Износ резьбовой поверхности гайки Износ резьбовой поверхности винта |
9% 6% 7%
6% |
|
Подшипник качения вала 8209 |
|
Без износа |
|
Подшипник качения вала 108 |
|
Без износа |
|
Подшипник качения 8208 |
|
Без износа |
|
Поперечный привод. |
|
|
|
Подшипник качения вала 208 |
Износ внутреннего кольца Бой вала |
10% 10% |
|
ШВП |
Износ тел качения и сепаратора |
7% |
|
Подшипник качения вала 8211 |
|
Без износа |
|
Подшипник качения 109 |
Обкатывание наружного кольца |
3% |
|
Продольный привод. |
|
|
|
Подшипник качения вала 111 |
Бой вала Износ внутреннего кольца |
32% 32% |
|
Подшипник качения вала 80213 |
Бой вала Износ внутреннего кольца бой вала |
36% 36% |
|
ШВП |
Износ резьбовой поверхности винта Перекос винта ШВП |
31%
31% |
|
Подшипник качения вала 8313 |
Износ внутреннего кольца Перекос винта ШВП |
28% 28% |
|
Подшипник качения 4074111 |
Обкатывание наружного кольца Раковины на внутреннем кольце Износ наружного кольца |
31% 5% 4% |
|
Вертикальный привод. |
|
|
|
Подшипник качения вала 208 |
|
Без износа |
|
ШВП |
Неоднородный радиальный натяг Износ резьбовой поверхности винта Износ тел качения |
10% 10 %
7% |
|
Подшипник качения вала 8211 |
|
Без износа |
|
Подшипник качения 109 |
Обкатывание наружного кольца
|
4%
|
|
Поворотный стол. |
|
|
|
Подшипник качения вала 109 |
|
Без износа |
|
Редуктор 79/79 |
|
Без износа |
|
Подшипник качения вала 110 |
|
Без износа |
|
Подшипник качения вала 80108 |
Износ тел качения и сепаратора |
6% |
|
Подшипник качения вала 8111 |
|
Без износа |
|
Подшипник качения вала 111 |
|
Без износа |
|
Редуктор 2/35 |
|
Без износа |
|
Подшипник качения вала 306 |
|
Без износа |
|
Подшипник качения вала 2007118 |
Раковины и сколы на телах качения |
11% |
|
Редуктор 13/188 |
Деформация шестерни с числом зубьев 13 |
9% |
|
Подшипник качения вала 3182120 |
Износ тел качения и сепаратора |
15% |
Из приведенной таблицы №3 видно, что на основании проведенных вибродиагностических испытаний станка 2В622Ф4 необходимо провести следующие ремонтные работы:
1. Для привода шпиндельного узла необходимо заменить подшипник 210;
2. Для продольного привода заменить подшипники 111,80213,8313,4074111,а также ШВП;
3. Для поворотного стола заменить подшипники 2007118,3182120.
Заключение.
Таким образом, вместо полной разборки станков, требуется лишь частичный разбор тех узлов, где имеются дефектные детали и устранение конкретных неисправностей, то есть, реально необходимый объем работы сокращается по сравнению с затратным методом, согласно ППР. Также сокращается время ремонта, так как не требуется разбирать исправные узлы и можно заранее заказать требующиеся для замены комплектующие. В тоже время, выявлены практически все параметры, детали и комплектующие, которые требуют регулировки или замены, что обеспечивает обоснованную трудоемкость работ и служит основанием качественного выполнения ремонта оборудования.
В результате выполненной полной диагностики выявлены основные дефекты, которые не позволяют выполнить на станке 2В622Ф4 обработку деталей с необходимой точностью. Показано влияние отдельных регулировок на точность станка. Рекомендовано станкостроительное предприятие, выполняющее ремонт и модернизацию с высоким качеством. В процессе модернизации, предполагается проводить, в том числе, контроль качества сборки и отладки отдельных узлов и станка в целом комплексными методами диагностики.
Список литературы
-
В.И. Клягин, Ф.С. Сабиров. Типовая система технического обслуживания и ремонта металлорежущего и деревообрабатывающего оборудования. М.: Машиностроение, 1988г. 672 стр.
-
Ю.И. Савинов, Современная комплексная безразборная диагностика технического состояния станков. Станки и инструмент, № 9, 2008 г., стр. 5-11.
-
ГОСТ 30544-97. Станки металлорежущие. Методы проверки точности и постоянства отработки круговой траектории. ГОССТАНДАРТ, 2001 .
-
Ю.И. Савинов, Повышение точности станков с ЧПУ при использовании методов безразборной диагностики. Ремонт, восстановление, модернизация, №3, 2009 г., стр. 11-15.
-
Ю. И. Савинов, Снижение затрат при обслуживании станков. Инструмент, технология, оборудование, № 1, 2009 г., стр. 40-42.
Мы поможем подобрать подходящее оборудование — просто заполните заявку

