
Промышленные регионы №4 2008
Ю.И. Савинов, канд. техн. наук, ООО «Перитон Инжиниринг» (г. Москва)
Существует три вида технического обслуживания станков:
Первый вид – ремонт производится только при наступлении аварийной ситуации на станке. Применялся в 30 - 40 годах. Самый отсталый метод, производство работает неустойчиво. Например, если вовремя не заменить изношенный подшипник, то возможно появление задиров на рабочей шейке шпинделя, что потребует ремонт самого шпинделя, что приводит к значительным затратам.
Второй вид – техническое обслуживание станков в соответствии с графиком планово-предупредительного ремонта (ППР) [1]. Разработан в 50-60 годы. Техническое обслуживание и ремонт оборудования проводится на основании отработанного времени. Обеспечивает стабильность работы оборудования, но требует значительных финансовых и людских затрат, т.к. ремонту подлежат станки независимо от их состояния. В то же время, в производстве может находится оборудование, находящееся в неудовлетворительном состоянии, и согласно графику ППР, ремонт не должен проводиться. Применялся на производстве в СССР и других странах. Экономически малоэффективен.
Третий вид - наиболее эффективная система технического обслуживания оборудования производится на основе оценки их технического состояния, с помощью современных методов диагностики. Нашли применение на передовых отечественных и большинстве зарубежных предприятиях с 90-х годов. Автомобильные, авиационные, ракетно-космические и машиностроительные заводы США, Японии, Англии и Франции проводят обслуживание станков только по их фактическому состоянию. Основан на том, что оценивая техническое состояние станков, определяются отдельные узлы и детали, которые имеют дефекты, и поэтому ремонт производится целенаправленно, устраняя конкретные дефекты. Обеспечивает стабильность работы производства, позволяет снизить затраты на 40%-50% от общей стоимости затрат на ремонт и техническое обслуживание, позволяет прогнозировать время безаварийной работы оборудования, заранее заказать необходимые комплектующие для проведения ремонта. Реализован Савиновым Ю.И. на ряде заводов, в том числе на ракетно-космическом заводе им. Хруничева.
В качестве исходных данных используются результаты, полученные методами и средствами, позволяющими оценить станки без их разборки. Это вибродиагностические методы и метод оценки согласованности работы приводов для станков с ЧПУ.
Метод оценки согласованности работы приводов позволяет определить 17 важнейших параметров станков (табл.1). Среди них люфты по каждой координате, выбросы обратного хода по каждой координате, боковые люфты, рассогласование скорости приводов, неперпендикулярность осей, непараллельность по каждой оси.
Вибродиагностический метод позволяет продиагностировать до 23 параметров станка (табл. 2). Определяются дефекты каждого подшипника, в том числе износ наружного или внутреннего кольца, перекос наружного кольца, износ шариков или роликов, биение или перекос валов и шпинделей, износ каждой шестерни, погрешность зацепления каждой передачи, износ гаек или винта ШВП, износ шариков ШВП, перекос винта ШВП.
Приводятся конкретные результаты диагностики станков (табл.3,4,5), которые позволяют оценить техническое состояние (без разборки станка) каждого подшипника, шестерни или ременной передачи, шарико-винтовых пар, люфтов приводов, согласованности работы приводов и т.д.
Время для проведения диагностики одного станка в цеху 2-3 часа.
Таблица 1
Диагностические параметры, определяемые с
помощью приборов оценки точности станков с ЧПУ
|
№ |
Определяемые параметры. |
|
1 |
Люфт привода по оси Х. |
|
2 |
Люфт привода по оси Y. |
|
3 |
Выбросы обратного хода по оси Х. |
|
4 |
Выбросы обратного хода по оси Y. |
|
5 |
Боковой люфт по оси Х. |
|
6 |
Боковой люфт по оси Y. |
|
7 |
Циклическая ошибка по оси Х. |
|
8 |
Циклическая ошибка по оси Y. |
|
9 |
Рассогласование скорости приводов по осям Х и Y. |
|
10 |
Отклонение от перпендикулярности осей Х и Y. |
|
11 |
Отклонение от прямолинейности оси Х. |
|
12 |
Отклонение от прямолинейности оси Y. |
|
13 |
Рассогласование шкал по осям Х и Y. |
|
14 |
Шаг циклической ошибки по оси Х. |
|
15 |
Шаг циклической ошибки по оси Y. |
|
16 |
Рассчитанная скорость подачи. |
|
17 |
Суммарное отклонение от круглости. |
Таблица 2
Диагностические параметры, определяемые
с помощью вибродиагностических методов.
|
№ |
Определяемые параметры. |
|
1 |
Износ наружного кольца подшипника. |
|
2 |
Износ внутреннего кольца подшипника. |
|
3 |
Износ шариков или роликов подшипника. |
|
4 |
Износ сепаратора. |
|
5 |
Перекос наружного кольца подшипника. |
|
6 |
Биение валов, шпинделей. |
|
7 |
Неравномерный радиальный натяг в подшипнике. |
|
8 |
Раковины, трещины на наружном кольце подшипника. |
|
9 |
Раковины, трещины на внутреннем кольце подшипника. |
|
10 |
Раковины, сколы на телах качения подшипника. |
|
11 |
Дефект ведущей шестерни. |
|
12 |
Дефект ведомой шестерни. |
|
13 |
Дефект зацепления ведущей шестерни. |
|
14 |
Дефект зацепления ведомой шестерни. |
|
15 |
Биение винта шарико-винтовой передачи. |
|
16 |
Перекос винта шарико-винтовой передачи. |
|
17 |
Износ шариков шарико-винтовой передачи. |
|
18 |
Раковины, сколы на телах качения шарико-винтовой передачи. |
|
19 |
Износ винта шарико-винтовой передачи. |
|
20 |
Раковины, трещины винта шарико-винтовой передачи. |
|
21 |
Износ гаек шарико-винтовой передачи. |
|
22 |
Раковины, трещины гаек шарико-винтовой передачи. |
|
23 |
Дисбаланс валов, шпинделей, шкивов. |
Таблица 3
Результаты вибродиагностических измерений станка
мод. ФП – 17МН № 1234 без его разборки.
|
Наименование |
Дефект |
Величина дефекта в % |
Решение | ||
|
детали |
|
Min |
Средн. |
Max |
|
|
|
|
|
|
|
|
|
Шпиндельный узел. |
|
|
|
|
|
|
Подшипник 3182120 |
Износ наружного кольца |
|
7 |
|
Допустимо |
|
Подшипник 46120 |
Износ наружного кольца |
|
|
12 |
Заменить |
|
Подшипник 3182119 |
Износ наружного кольца |
5 |
|
|
Допустимо |
|
Вертикальное ШВП. |
|
|
|
|
|
|
Подшипник 206 |
Износ наружного кольца |
|
6 |
|
Допустимо |
|
в опоре ШВП Z |
подшипника |
|
|
|
|
|
Подшипник 8206 |
Износ внутреннего кольца |
5 |
|
|
Допустимо |
|
в опоре ШВП Z |
подшипника |
|
|
|
|
|
ШВП Z |
Неоднородный натяг |
|
7 |
|
Допустимо |
|
" |
Задиры на внутренней |
|
7 |
|
Допустимо |
|
|
поверхности винта. |
|
|
|
|
|
Подшипник 207 |
Неравномерная обкатка |
3 |
|
|
Допустимо |
|
в опоре ШВП Z |
наружного кольца подлип. |
|
|
|
|
|
Продольный привод. |
|
|
|
|
|
|
Подшипник 110 |
Износ тел качения и |
|
8 |
|
Допустимо |
|
в опоре ШВП Y |
сепаратора. |
|
|
|
|
|
" |
Выбоины на телах качения. |
|
7 |
|
Допустимо |
|
Подшипник 8204 |
Неравномерная обкатка |
|
6 |
|
Допустимо |
|
в опоре ШВП Y |
наружного кольца подшип. |
|
|
|
|
|
Подшипник 32205 |
Неравномерная обкатка |
|
6 |
|
Допустимо |
|
в опоре ШВП Y |
наружного кольца подшип. |
|
|
|
|
|
Подшипник 7506 |
Неоднородный радиальный |
|
8 |
|
Допустимо |
|
в опоре ШВП Y |
натяг. |
|
|
|
|
|
Подшипник 8120 |
Неоднородный радиальный |
5 |
|
|
Допустимо |
|
в опоре ШВП Y |
натяг. |
|
|
|
|
|
Подшипник 407918 |
Выбоины на наружном |
|
7 |
|
Допустимо |
|
в опоре ШВП Y |
кольце 8 |
|
|
|
|
|
Редуктор ШВП Y |
Бой вала. |
5 |
|
|
Допустимо |
|
" |
Дефекты малой шестерни. |
|
6 |
|
Допустимо |
|
" |
Дефекты зацепления малой шестерни. |
|
9 |
|
Допустимо |
|
" |
Дефекты на другой оси |
|
8 |
|
Допустимо |
|
" |
Задиры внутреннего кольца на |
|
7 |
|
Допустимо |
|
|
другой оси. |
|
|
|
|
|
ШВП Y |
Неоднородный радиальный натяг. |
7 |
|
|
Допустимо |
|
" |
Износ резьбовой поверхности винта. |
7 |
|
|
Допустимо |
|
Поперечный привод. |
|
|
|
|
|
|
Редуктор ШВП X |
Дефекты зацепления малой шестерни. |
8 |
|
|
Допустимо |
|
" |
Дефекты на другой оси |
8 |
|
|
Допустимо |
|
ШВП X |
Износ винта |
|
9 |
|
Допустимо |
|
" |
Дефект муфты |
|
9 |
|
Допустимо |
Таблица 4
Результаты вибродиагностических измерений станка
мод. МК 6733 № 1235 без его разборки.
|
Наименование |
Дефект |
Величина дефекта в % |
Решение | ||
|
детали |
|
Min |
Средн. |
Max |
|
|
Шпиндельный узел. |
|
|
|
|
|
|
Подшипник |
Износ внутреннего кольца |
|
9 |
|
Допустимо |
|
697920Л1 |
подшипника. |
|
|
|
|
|
" |
Неравномерная обкатка |
|
10 |
|
Устранить перекос |
|
|
наружного кольца подшип. |
|
|
|
|
|
Шпиндель. |
Биение шпинделя. |
|
9 |
|
Устранить перекос |
|
Автоматическая коробка скоростей. |
|
|
|
|
|
|
Шестерня Z=60 |
Дефект шестерни поз.11 |
7 |
|
|
Допустимо |
|
Подшипник 209 |
Износ шариков подшипника |
|
10 |
|
Допустимо |
|
Вал1 |
Биение вала АКС |
|
|
21 |
Устранить перекос |
|
Шестерня Z=36 |
Дефект шестерни поз.25 |
|
|
21 |
Заменить |
|
Шестерня Z=24 |
Дефект шестерни поз.18 |
9 |
|
|
Допустимо |
|
Подшипник 3611 |
Раковины на наружном кольце |
|
|
15 |
Заменить |
|
|
подшипника. |
|
|
|
|
|
Продольный привод. |
|
|
|
|
|
|
ШВП Z |
Износ винта |
5 |
|
|
Допустимо |
|
" |
Биение винта |
5 |
|
|
Устранить перекос |
|
" |
Износ шариков |
5 |
|
|
Допустимо |
|
Подшипник 8110 |
Неравномерная обкатка |
5 |
|
|
Допустимо |
|
в опоре ШВП Z |
наружного кольца подшип. |
|
|
|
|
|
Подшипник 8110 |
Неравномерная обкатка |
|
|
15 |
Устранить перекос |
|
в опоре ШВП Z |
наружного кольца подшип. рядом с э/дв. |
|
|
|
|
|
Подшипник 46109 |
Неравномерная обкатка |
6 |
|
|
Допустимо |
|
в опоре ШВП Z |
наружного кольца подшип. |
|
|
|
|
|
Подшипник 208 |
Неравномерный радиальный натяг |
|
|
12 |
Устранить перекос |
|
в опоре ШВП Z |
подшипника. |
|
|
|
|
|
Поперечный привод. |
|
|
|
|
|
|
ШВП X |
Биение винта |
7 |
|
|
Устранить перекос |
|
" |
Износ винта |
7 |
|
|
Допустимо |
|
Подшипник 8206 |
Неравномерная обкатка наружного |
8 |
|
|
Устранить перекос |
|
в опоре ШВП Х |
кольца подшипника |
|
|
|
|
|
" |
Износ шариков |
|
10 |
|
Допустимо |
|
Подшипник 209 |
Неравномерная обкатка наружного |
6 |
|
|
Устранить перекос |
|
в опоре ШВП Х |
кольца подшипника |
|
|
|
|
|
Револьверная головка. |
|
|
|
|
|
|
Подшипник 106 |
Неравномерная обкатка наружного |
8 |
|
|
Устранить перекос |
|
|
кольца подшипника |
|
|
|
|
|
Подшипник 46215 |
Износ наружного кольца подшипника |
6 |
|
|
Допустимо |
|
Подшипник46205 |
Неравномерная обкатка наружного |
|
10 |
|
Устранить перекос |
|
|
кольца подшипника |
|
|
|
|
|
Подшипник 8105 |
Неравномерная обкатка наружного |
|
10 |
|
Устранить перекос |
|
|
кольца подшипника |
|
|
|
|
|
Вал |
Биение вала |
9 |
|
|
Устранить перекос |
|
Шестерня Z=62 |
Дефект шестерни поз. 28 |
9 |
|
|
Допустимо |
Таблица 5
Результаты вибродиагностических измерений станка
мод. 1325Ф30 № 1237 без его разборки.
|
Наименование |
Дефект |
Величина дефекта в % |
Решение | ||
|
детали |
|
Min |
Средн. |
Max |
|
|
Шпиндельный узел и коробка скоростей. |
|
|
|
|
|
|
Подшипник 3182114 |
Неравномерная обкатка наружного |
5 |
|
|
Допустимо |
|
|
кольца подшипника приводящая |
|
|
|
|
|
|
к превышению допустимого уровня |
|
|
|
|
|
|
вибрации |
|
|
|
|
|
" |
Износ внутреннего кольца подшипника |
|
7 |
|
Допустимо |
|
Шпиндель |
Биение |
|
6 |
|
Допустимо |
|
" |
Биение шестерни Z=45 |
|
8 |
|
Допустимо |
|
Подшипник 202 |
Неравномерная обкатка наружного |
5 |
|
|
Допустимо |
|
|
кольца подшипника |
|
|
|
|
|
" |
Износ внутреннего кольца подшипника |
|
6 |
|
Допустимо |
|
Подшипник 203 |
Неравномерная обкатка наружного |
5 |
|
|
Допустимо |
|
|
кольца подшипника |
|
|
|
|
|
Подшипник 46205 |
Неравномерная обкатка наружного |
|
6 |
|
Допустимо |
|
|
кольца подшипника |
|
|
|
|
|
Продольный привод. |
|
|
|
|
|
|
ШВП Z |
Износ винта |
|
|
17 |
Заменить |
|
" |
Несоосность винта |
|
|
17 |
Устранить перекос |
|
Подшипник 504707 |
Износ внутреннего кольца подшипника |
|
|
13 |
Заменить |
|
" |
Износ шариков |
|
|
12 |
Заменить |
|
Шестерня Z=52 |
Дефект шестерни |
|
|
39 |
Заменить |
|
Подшипник 305 |
Износ внутреннего кольца подшипника |
5 |
|
|
Допустимо |
|
Поперечный привод. |
|
|
|
|
|
|
ШВП X |
Несоосность винта |
|
|
14 |
Устранить |
|
" |
Износ винта |
|
|
18 |
Заменить |
|
Подшипник 504707 |
Износ роликов |
|
|
12 |
Заменить |
|
" |
Износ внутреннего кольца подшипника |
|
9 |
|
Допустимо |
|
Шестерня Z=64 |
Дефект шестерни |
|
8 |
|
Допустимо |
|
Шестерня Z=40 |
Дефект шестерни |
|
10 |
|
Допустимо |
|
Револьверная головка. |
|
|
|
|
|
|
Подшипник 8205 |
Износ внутреннего кольца подшипника |
|
|
35 |
Заменить |
|
Подшипник 8205 |
Неоднородный радиальный натяг |
|
|
35 |
Устранить перекос |
|
Червяк |
Биение |
|
|
26 |
Устранить перекос |
|
Шестерня Z=44 |
Дефект шестерни |
|
|
26 |
Заменить |
|
Подшипник 206 |
Износ внутреннего кольца подшипника |
|
|
32 |
Заменить |
|
" |
Износ шариков |
|
|
32 |
Заменить |
|
Подшипник 7205 |
Неоднородный радиальный натяг |
|
|
28 |
Устранить перекос |
|
" |
Износ внутреннего кольца подшипника |
|
|
28 |
Заменить |
Из проведенных испытаний следует, что для станков подошедших по времени (согласно графика ППР) к проведению капитальных ремонтов, то есть полной разборки станков, реально необходимо выполнить только следующие работы:
- Для станка модели ФП-17МН необходимо заменить шпиндельные подшипники 46120;
- Для станка модели МК 6733 требуется заменить в автоматической коробке скоростей шестерню с числом зубьев 36 и подшипник 3611 и устранить перекос вала 1, для продольного привода устранить перекосы подшипников 8110 и 208.
- Для станка модели 1325Ф30 требуется для продольного привода заменить винт ШВП, подшипник 504707 и шестерню с числом зубьев 52, для поперечного привода заменить винт ШВП и подшипник 504707, для револьверной головки заменить подшипники 8205, 206, 7205 и шестерню с числом зубьев 55, устранить перекос червяка.
Таким образом, вместо полной разборки станков требуется выполнить только частичный разбор тех узлов, где имеются дефектные детали и устранение конкректных неисправностей. Также сокращается время ремонта, так как не требуется разбирать исправные узлы и можно заранее заказать требующиеся для замены комплектующие.
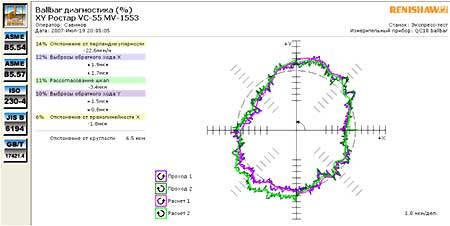
Комплексная оценка точности станков с ЧПУ проводится при наиболее нагруженном режиме работы станка, при его интерполяции по окружности, причем выполняются сначала два прохода против часовой стрелке, а затем по часовой стрелке.
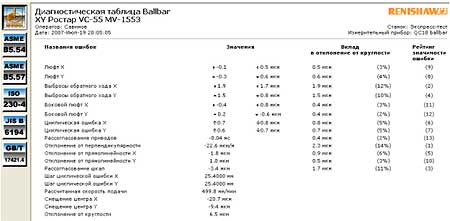
На рис. 1 и табл. 6 приведена комплексная оценка точности станка мод. VC-55 фирмы VICTOR , выполненная при его пуско-наладке.
Рис. 1
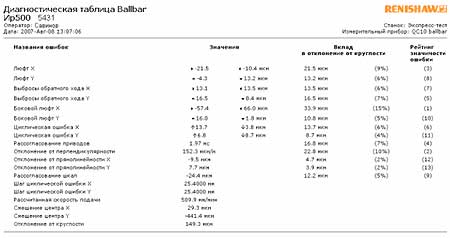
Результаты испытаний станка мод. ИР-500, длительное время работающего на производстве, представлены на рис. 2 и табл. 7. Как следует из приведенных данных, общая некруглость станка составляет 273 мкм, причем рассогласование приводов по осям Х и У вносит в суммарную ошибку 74%. Зная важнейшие составляющие, определяющие некруглость станка, значительно проще выполнить ремонт станков. Так, отрегулировав только рассогласование приводов по осям, то есть, обеспечив одинаковую скорость по осям Х и У, получим повышение точности на 45%. На рис. 3 и табл. 8 приводятся результаты некруглости станка ИР 500, после регулировки, показавшего 149 мкм. Аналогичным образом, упрощается регулировка станков, если потребуется, и по другим параметрам. Суммарная оценка точности станков по вышеприведенной методике, позволяет провести также сравнительную оценку новых станков различных фирм, что позволяет получить объективную оценку.
Рис. 1
Результаты комплексной оценки точности станка
мод. ИР 500 № 5431 без его разборки.
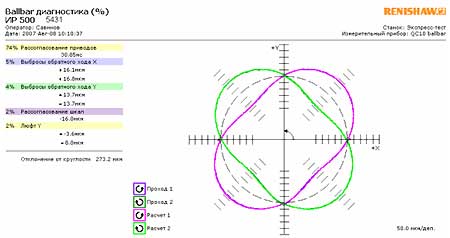
Табл. 6
Результаты комплексной оценки точности станка
мод. ИР 500 № 5431 без его разборки.
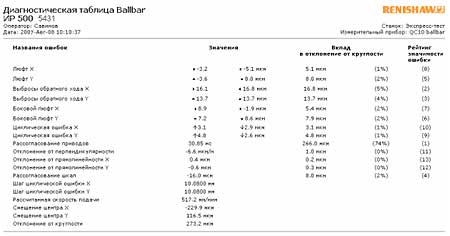
Рис. 2
Результаты комплексной оценки точности станка
мод. ИР 500 № 5431 без его разборки после регулировки.
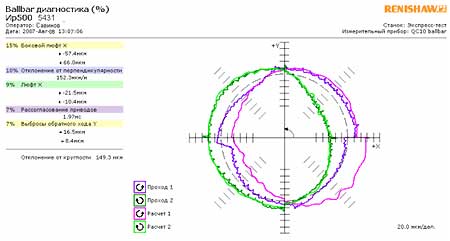
Табл. 7
Результаты комплексной оценки точности станка
мод. ИР 500 № 5431 без его разборки после регулировки.
Список литературы
- Б.И. Черпаков и др. Металлорежущие станки и деревообрабатывающее оборудование. Т. 4 – 7. Машиностроение. Энциклопедия. 1999 г. 863 стр.
- В.А. Кудинов Динамика станков. М.: Машиностроение, 1967 г. 360 стр.
- А.В. Барков, Н.А. Баркова, А.Ю. Азовцев Мониторинг и диагностика роторных машин по вибрации: Изд. Центр СПбГМТУ, 2000 г. 159 стр.
Автор: Савинов Юрий Иванович, 26.05.1950 г.р., к.т.н., начальник отдела «Перитон Инжиниринг», тел. (495) 995-55-53, факс (495) 159-47-22, e-mail:usavinov@perytone.ru, сайт фирмы www.perytone.ru., 125130, Москва, Старопетровский проезд 11.
Мы поможем подобрать подходящее оборудование — просто заполните заявку

